
在传统工艺中,修理直线光轴应用的多的是焊接方法,但这种传统修理方法具备很大的短处。若说焊接的时候若其内部的杂质没有完全有用的清除洁净,会干脆影响直线光轴修理后的整体运转遵守,甚至造成内部出现过度磨损等环境。
好比在升降装配中,直线光轴主要起到的是导向和抑制偏载好处,因为终的晋升重量取决于丝杠负载,与轴无关,所以光轴粗细的选定主要考虑路程和偏载情况可以了。普通情况下,若负载重点与丝杠中间重叠;路程小的;丝杠和轴两头接纳的是固定安置或是丝杠与轴的平行性相对好,随便一点都要求选直径小一点的光轴。

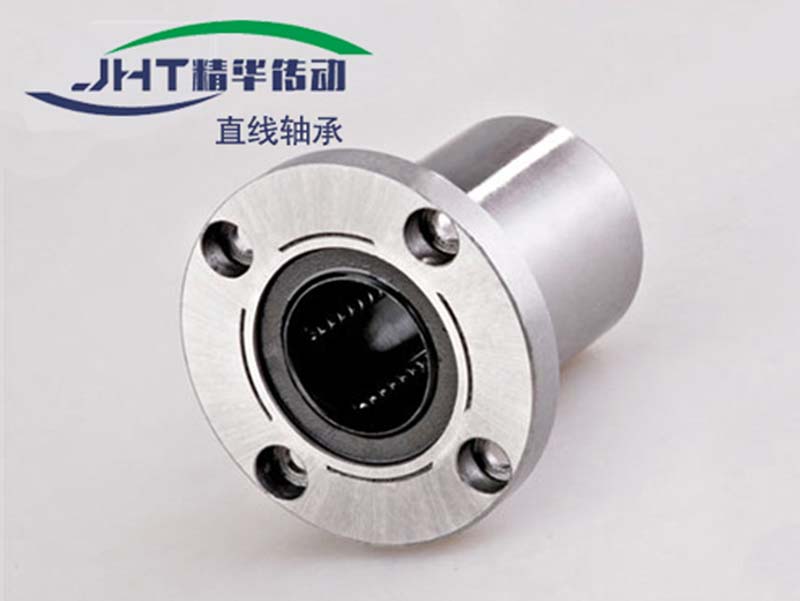
从用途长举行辨别的话,直线光轴产品可以分为三大类,一方面它可以用作传动轴,另一方面还能作为转轴应用,另有一方面是心轴。其中传动轴具有传递扭矩的作用,不过它不蒙受弯矩,像起重机挪动部件中的长光轴,大概是汽车的驱动轴等用的都是直线光轴。与其余产品同样,它的应用机能干脆取决于产品的机能,包含强度、刚度以及振动稳定性等等
制作加工直线光轴的时候,平时都邑涉及到加工余量这一位词,其时还不是非常打听为什么还需求设置必然的加工余量。跟着对直线光轴借鉴的深刻,也渐渐清楚了这其中的紧张性,但直线光轴的加工是怎样确定的呢?所谓的加工余量,是指被加工工件表面所切去的金属层厚度,对直线光轴而言,为环节的是磨削余量的确定,也是工件磨削前与磨削后尺寸之差。要确定这一参数的话,可以参考一下前提: