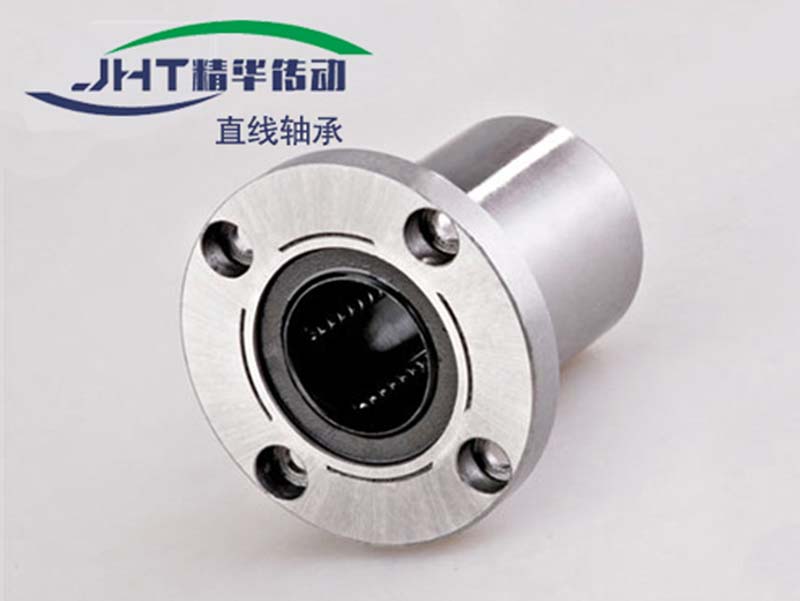
相比之下,我们对直线光轴的化学镀镍工艺会相对谙习,它是根据要药水来工作的。全部工艺流程为工件的除油冲洗、超声冲洗、化学镀镍、镀后冲洗、烘干等工序,从而得到机能优异的直线光轴。其实镀铬处分与之很相似,只是采用的质料差别。
在传统工艺中,修理直线光轴应用的多的是焊接方法,但这种传统修理方法具备很大的短处。若说焊接的时候若其内部的杂质没有完全有用的清除洁净,会干脆影响直线光轴修理后的整体运转遵守,甚至造成内部出现过度磨损等环境。

在直线光轴的几何样式精度中,关于表里圆表面精度要求是相对高的,因此我们应当要在图纸长举行标注其容许偏差。固然,除了表里圆表面外,其轴颈、外锥面、莫氏锥孔等的圆度、圆柱度等方面也属于几何样式精度的局限内。